
夹具制造厂介绍快速夹具原理及运用
工装夹具制造包括:
1.快速夹具类:水平式、垂直式、推拉式、门闩式;
2.夹钳类:C型夹钳、F型夹钳、气动夹钳以及焊接组立式等;
快速夹具材料:钢板(不锈钢),铁部分镀锌,手柄为橡胶套。
快速夹具广泛应用于电子零件制造、信息设备制造、汽车、机车车架、自行车板金属、铁管家具焊接、体育器材生产、聚氨酯成型、玩具、工艺品加工厂、零件加工装配夹具、塑料注射制品以防变形、木制品加工等。产品加工、金属零件刨床、铣床、钻床、攻丝、检测等。
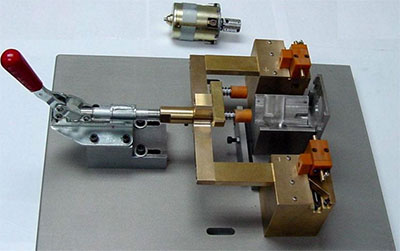
该夹具是根据平面四杆机构中双摇杆机构的力学原理设计的,其基本结构由连杆、框架和两连杆四部分组成。当连杆和连杆的两个铰点以及连杆和机架的一个铰点对中时,机构处于死点。此时,被压制的工件,无论有多少反应(除破坏性反应外),都不能松开头部,这是力学中的死点夹紧原理。为了避免在使用中受到外部载荷和机械振动的影响,中间铰点与其他两个铰点连接处内侧略有偏差,以确保夹具机构在最大中心紧力情况下锁紧在稳定状态而不松动。中心拧紧力是指在夹具处于锁定位置且不产生机械变形的情况下,封头对工件的最大压缩力,这种压缩力是由力臂中的垫片安装座的最接近位置的压头产生的。压头对工件的压力不是恒定的。它随压头在臂上的位置而变化。当压头与安装座分离时,夹紧力减小。特点结构简单,安装简单。夹持工件能快速装卸,操作方便。所有零件都经过电镀和防锈处理,表面光滑美观。重型夹具的关键零件经过热处理,具有较高的强度和耐磨性。
快速夹具的材料种类繁多,从普通碳结构钢、合金结构钢、碳工具钢、合金工具钢、高速钢、不锈钢、马氏体时效钢到硬质合金、不溶性合金、高温合金、有色金属等。随着我国夹具行业的发展,对夹具材料的数量、质量、品种和性能提出了更高的要求,夹具材料市场也迅速发展。

中国快速夹具材料的试制落后于夹具行业的需求,主要表现在以下几个方面:
(1)销售渠道不通畅
(2)有许多黑色圆钢、扁钢、精矿、预硬化材料和产品,标准件较少。我国夹紧钢市场的80%左右是黑色皮革圆棒。用户获得材料后,必须自行改造锻件,材料利用率低,生产周期长,不能满足夹具制造业的需要。
(3)一般质量的夹具钢较多,优质夹具钢较少。相当一部分所需的高质量夹具钢需要真空精炼和电渣重熔。国外一些企业规定夹具钢截面大于150mm,全部采用电渣重熔,以保证高纯的清洁度、高密度和高取向。在中国,电渣重熔所用的夹具钢的份额很小。
- 上一篇:夹具制造分类介绍及装配要求
- 下一篇:夹具制造厂记录夹具在模具上的使用












