
夹具制造厂分享夹具的原理及结构知识
一、夹具设计原理
本设计主要是根据电火花线切割的基本要求和零件的尺寸精度要求:保证工件的加工要求;提高劳动生产率;制作简单,维护方便;夹具制造成本低。
本发明的有益效果是:原理简单,在法兰盘与立板座的同一圆周上有六个等分的小盲孔,每个转动法兰盘后,钢球正好留在小孔中,使转动能快速定位,分度与分头一起转动。夹具底座与法兰连接紧密,保证旋转精度。
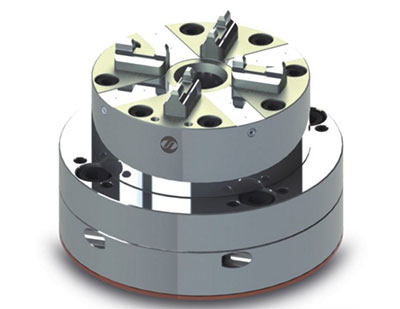
二、夹具的结构
该夹具主要由垂直板座、法兰板和三爪卡盘组成.其特点是能方便地固定、装卸工件,保证快速定位;能自由、准确地旋转,保证12条线均匀;夹具的尺寸正好适合我们的DK7725E电火花线切割机床工作台的尺寸,非常方便使用。
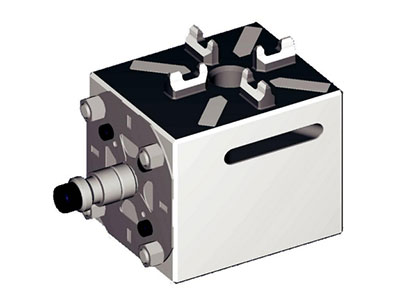
1、卡盘
2、立板座
3、法兰盘
4、钢球
5、弹簧
6、调节螺钉
7、坚固螺母
8、单向推力球轴承
9、铜滑套
10、卡盘螺栓
三、夹具的工作过程
(1)安装调整夹具,将夹具定位在线切割机床工作平台的中间位置,通过百分表对立板座的基准面进行校正,机床的X轴和Y轴平行且垂直,夹具通过螺钉固定在工作台上。
(2)将工件放在三爪夹头中(使用反爪),夹紧工件,使工件端面靠近夹头侧面。
(3)在加工前,第一制品需要由机床中的自动定心功能定位,使切割线位于工件中心,根据程序进行切割加工。加工完第一个零件后,机床的X轴和Y轴的坐标值被锁定,可以继续加工而不需要进一步对准。
(4)根据圆环的加工工艺,考虑工件加工槽的长度和形状,法兰板的加工提供了两种方法:一是一对一的加工方法是指每一条切割线,而法兰板则需要沿着定位孔的方向旋转一步-一步,该方法只能在每条线切割后才能加工。第二,分步加工是指在切割第一条线时,法兰必须按顺序再旋转一个孔(即两次),直到加工完成,才能按相同的程序加工。当在第一程序完成之后要处理第二程序时,可以用同样的跳过方法继续第二程序。

四、夹具制作应注意的工艺问题
(1)法兰芯轴与滑套的间隙必须控制在H7/H6之间,法兰转动灵活自如。如果芯棒与滑动套筒之间的间隙过小,则法兰旋转困难;如果间隙过大,主轴的径向跳变误差较大,影响工件工作精度要求。
(2)球定位孔与球的间隙必须控制在0.05-0.1mm之间,以保证球和弹簧的灵活性。
(3)夹具根据旋转型定位夹具设计,由弹性元件定位,使法兰盘上的6个分布孔的中心孔间距和深度尺寸一致,降低制造定位误差。否则,不良接触间隙会过大,影响定位精度。
- 上一篇:夹具制造厂讲解快速夹具的品种
- 下一篇:夹具制造厂分享夹具制造工艺












